

Inspeção Estrutural Portuária
Executamos inspeções técnicas em equipamentos portuários, como Portainers, RTGs, Reach Stackers, entre outros, assegurando a integridade estrutural e operacional de cada equipamento.
Somos também especialistas em serviços de acesso por corda, com certificação IRATA, atuando em locais de difícil a cesso e espaços confinados. Realizamos serviços de soldagem, recuperação estrutural e manutenção, sempre com foco em segurança, eficiência e total conformidade com as normas técnicas vigentes.

Particulas Mageticas.
Metodos de inspecao
- Inspeção de Partículas Magnéticas secas:
- Inspeção de Partículas Magnéticas úmidas visíveis:
- Inspeção de Partículas fluorescentes:
- Técnicas de Magnetização:
- Ensaio de Partículas Magnéticas pela técnica de Yoke.
- Ideal para inspeções locais em campo.
- Cria um campo magnético superficial.
2.Ensaio de Partículas Magnéticas pela técnica Magnetização por contato direto:
- Corrente elétrica passa diretamente pela peça.
- Gera campo circular ao redor do ponto de contato.
3.Ensaio de Partículas Magnéticas pela técnica Magnetização por contato indireto (espira ou indutor):
- Corrente elétrica passa por uma bobina ao redor da peça.
Usada para peças cilíndricas e tubulares.
4.Ensaio de Partículas Magnéticas pela técnica Campo longitudinal (por bobina ou barra condutora):
- Gera campo ao longo do comprimento da peça.
5.Ensaio de Partículas Magnéticas pela técnica Campo circular (por corrente direta):
Ideal para detectar trincas longitudinais.
ULTRASSOM

Métodos de Ultrassom:
- Ensaio de Pulso-Eco (Pulse-Echo):
- O mais comum.
- A sonda emite e recebe o sinal.
- Detecta falhas internas, mede espessura e avalia integridade.
- Ensaio de Transmissão Direta (Through Transmission):
- Utiliza duas sondas: uma emite e a outra recebe.
- Boa para detectar grandes falhas, mas não localiza a profundidade.
- Ensaio de Eco de Retroespalhamento (Backscatter):
- Detecta descontinuidades por sinais refletidos em várias direções.
- Utilizado em materiais com superfície irregular ou granulação grossa.
- Ensaio de Modo de contato:
- A sonda fica em contato direto com a peça.
- Requer acoplante (gel, água, etc.).
- Imersão (Immersion Testing):
- A peça e o transdutor ficam submersos em água.
- Proporciona melhor acoplamento e varredura automatizada.
Técnicas Avançadas de Ultrassom:
- Phased Array Ultrasonic Testing (PAUT):
- Usa múltiplos cristais no transdutor que geram feixes direcionáveis.
- Permite varredura angular e imagens detalhadas em tempo real.
- TOFD (Time of Flight Diffraction):
- Mede o tempo de difração das ondas nos extremos do defeito.
- Muito usado para medir a altura de trincas e defeitos em soldas.
- B-Scan / C-Scan:
- Geração de imagens em 2D ou 3D da área inspecionada.
- Usadas em inspeções automatizadas e controle de qualidade.
LIQUIDO PENETRANTE
Ensaio de Líquido Penetrante:
- Técnica de Ensaio de Liquido Penetrante Visível (cor vermelha):
- Inspeção sob luz branca.
- Ideal para campo e superfícies com boa iluminação.
- Técnica Ensaio de Liquido Penetrante Fluorescente:
- Usada com luz ultravioleta (UV-A).
- Alta sensibilidade, ideal para ambientes controlados e inspeções críticas.
- Sistema à base de solvente:
- Penetrante é removido com solvente.
- Muito comum em campo.
- Sistema hidrossolúvel:
- Penetrante removido com água.
- Usado em ambientes com controle de limpeza.
- Sistema pós-emulsionável:
- Exige aplicação de emulsificante antes do enxágue.
Oferece mais controle e melhor sensibilidade.
ENSAIO DE INSPEÇÃO EM PINTURA

1. Técnicas de Inspeção em Pintura:
- Teste de Rugosidade (Perfil de Ancoragem):
- Utiliza réplicas ou comparadores (como o Testex Tape) para medir o perfil após jateamento.
- Teste de Contaminação Salina (Cloreto):
- Avalia presença de sais solúveis com kits como Bresle Test.
- Verificação de Limpeza Visual:
- Comparação com normas como SSPC-SP, NACE e ISO 8501.
- Medição de Umidade Relativa e Temperatura:
- Utiliza termohigrômetros.
- Verificação do Ponto de Orvalho (Dew Point):
- Garante que a pintura não será aplicada com risco de condensação.
- Verificação de Espessura do Filme Úmido (WFT):
- Com régua ou medidor para controle durante a aplicação.
- Controle da Diluição e Homogeneização da Tinta:
- Conferência da ficha técnica e procedimentos do fabricante.
2. Métodos de Inspeção Pós-aplicação:
- Medidores magnéticos ou eletromagnéticos:
- Ex: Elcometer, PosiTector.
- Verifica se a espessura final da pintura está dentro do especificado.
- Avaliação de uniformidade, cor, brilho, bolhas, descascamentos, escorrimentos, porosidade.
- Verifica se a tinta aderiu corretamente à superfície.
Usa uma esponja ou aparelho com alta voltagem para detectar furos ou falhas de cobertura em revestimentos dielétricos (não condutivos), como epóxi.
Medição De Espessura

- Técnicas e Equipamentos:
- Ultrassom de pulso-eco (UT): sem necessidade de acesso à face oposta.
- Micrômetros e paquímetros: para peças pequenas ou de fácil acesso.
- Calibração com blocos-padrão.
2. Fatores a Considerar nas Medições:
- Rugosidade da superfície.
- Tipo de material base (ferroso ou não-ferroso).
- Condições ambientais.
- Necessidade de calibração dos equipamentos.
- Acessibilidade e formato da peça.
3. Aplicações Típicas:
- Controle de espessura de revestimentos anticorrosivos.
- Avaliação de desgaste por corrosão ou abrasão.
- Medição de espessura em estruturas metálicas, tanques, tubulações e chapas.
- Inspeção de qualidade durante e após processos de pintura, galvanização ou soldagem.
Acesso Por Corda IRATA

O acesso por corda é uma técnica de trabalho em altura que utiliza sistemas de cordas e equipamentos de segurança para posicionamento e movimentação de trabalhadores em locais de difícil acesso, como estruturas elevadas, torres, fachadas, plataformas offshore e áreas industriais. Esse método é amplamente reconhecido por ser eficiente, seguro e de baixo impacto estrutural.
Por que escolher o acesso por corda?
- ✅ Segurança: Técnicas baseadas em redundância (uso de duas cordas independentes) e sistemas de resgate integrados.
- ✅ Eficiência: Acesso rápido a locais de difícil alcance, reduzindo tempo e custos com andaimes ou plataformas.
- ✅ Versatilidade: Ideal para inspeções, manutenção, pintura, soldagem, montagem, limpeza e testes não destrutivos.
- ✅ Conformidade: Os profissionais IRATA passam por treinamentos práticos intensivos e seguem protocolos globais.
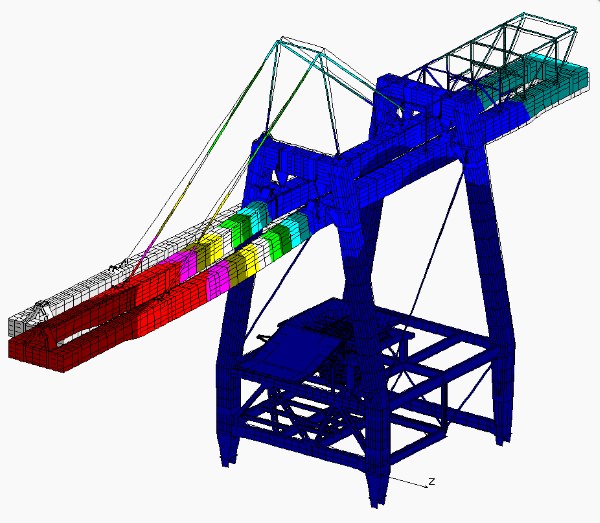
ENGENHARIA

Os projetos e cálculos estruturais são etapas fundamentais da engenharia, responsáveis por garantir que uma estrutura — seja metálica, de concreto ou mista — suporte todas as cargas e esforços aos quais será submetida, com total segurança, estabilidade e durabilidade.
Por meio de análises técnicas, softwares especializados e normas técnicas (como ABNT, NBR, AISC e Eurocode), o engenheiro estrutural realiza os cálculos necessários para dimensionar corretamente vigas, pilares, conexões, fundações e sistemas de travamento, considerando fatores como peso próprio, cargas permanentes, variáveis, vento, sismos, uso e operação.
Soldagem e Recuperação

Soldagem de componentes e recuperação por soldagem é realizada de forma completa onde é anulado qualquer risco de falhas no processo. Esse tipo de processo pode ser utilizado para recuperar equipamentos mecânicos com a soldagem de eixos, engrenagens, mancais, rodetes, entre outros.
Soldagem de elementos e produtos de alta complexidade.
A soldagem é um tipo de processo complexo e que pode ser variado de acordo com a aplicação. Essas variações podem ser MIG (Metal Inert Gas), MAG (Metal Active Gas), TIG (Tungsten Inert Gas) ou Eletrodo revestido.
Com a recuperação por soldagem é possível recuperar equipamentos produzidos com variados tipos de materiais como aço, aço inox, aço-liga e ferro fundido.
O serviço de recuperação é ideal para recuperar equipamentos industriais de forma eficaz. As principais vantagens de se contratar esse tipo de serviço são:
- Os custos com recuperação por soldagem estão de acordo com a qualidade do serviço;
- Este serviço é realizado por empresa especializada no ramo da soldagem que possui equipe de engenheiros totalmente qualificados;
- A recuperação por soldagem é um servidor seguro e com garantia;
- Contratar esse tipo de serviço é garantia de economia, pois evita gastos desnecessários.
